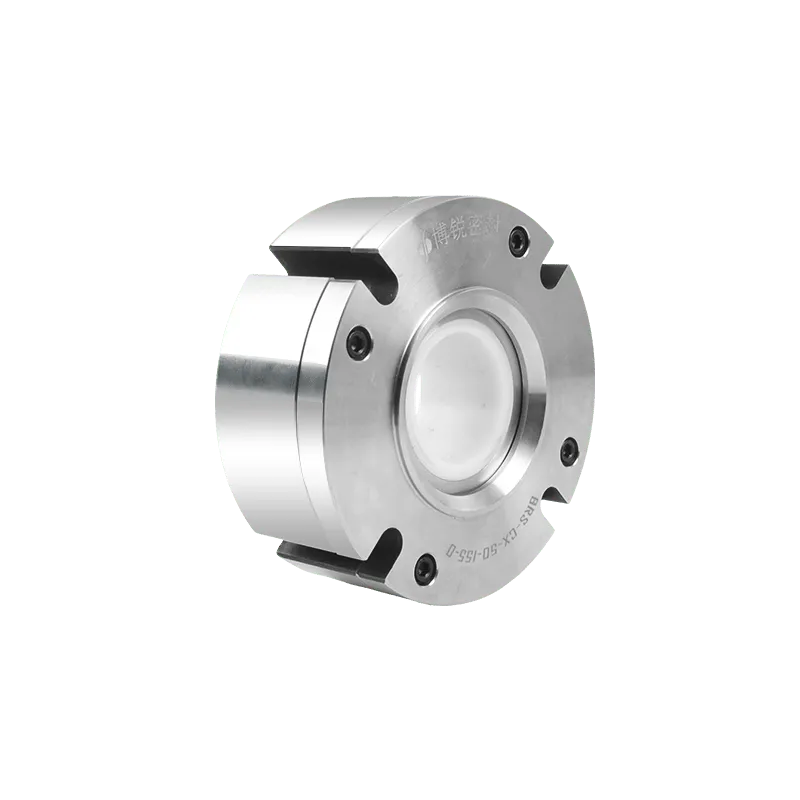
Prior to the introduction of bearing isolators, high-power motors and other large rotating equipment such as compressors and pumps were faced with a common problem of lubricant leakage and contaminant intrusion. After replacing the original labyrinth seal with the unique structural design of bearing isolators, the problem of oil leakage from the equipment has been completely solved. Compared with the traditional sealing form, bearing isolator is the biggest advantage, as a non-contact, non-wear sealing form, its minimum service life of more than 5 years. They are now widely used in pumps, motors, gearboxes, fans and turbines and other rotating equipment.
Compressor, for example, 24 hours a day continuous operation, ordinary skeleton oil seal life is only a few months, far from meeting the equipment design requirements. In view of the excellent sealing performance of the bearing isolator, more and more equipment manufacturers accept the recommendation of the end user, the bearing isolator as a high-end configuration of their production equipment. Currently, bearing isolators have become a standard feature on IEEE-841 motors and ANSI pumps, and are used by well-known manufacturers such as ABB, GE, Siemens, ITT, Flowserve, and also widely used in GIW's slurry pumps and Sulzer's API chemical and nuclear pumps.
Whether it's a pump, motor or compressor, when conventional oil seals start to leak, operators don't shut down equipment just to replace a seal. The cost of unplanned equipment shutdown is enormous, and operators generally choose to allow equipment bearings to continue to operate without seal protection until the equipment itself fails and has to be shut down for service. When the equipment is disassembled in the maintenance shop, after replacing other damaged parts, the long-failed oil seals will also be replaced at the same time. Unbeknownst to them, the failure of the seals will cause the bearings to operate under insufficient lubrication and contaminated conditions, with a rapid decline in their service life, and ultimately, premature obsolescence, and may cause damage to the equipment itself.
Slide bearing speed is very high, the traditional labyrinth seal is not enough to prevent the bearing box lubricant leakage. At the same time the airflow brought up by the motor rotor for motor cooling also contributes to lubricant leakage. The air is drawn in by the rotor and flows through the stator's coils to carry away heat, but it also creates a suction that draws out the lubricant from the bearing housing. The leaking lubricant mixes with dust and dirt to form a sludge that covers the surface of the stator coils. When more oil accumulates, it affects the heat dissipation performance of the coils and leads to overheating of the motor, resulting in a reduction of the motor's operating efficiency. A specially designed bearing isolator replaces the traditional labyrinth seal and solves the oil leakage problem.
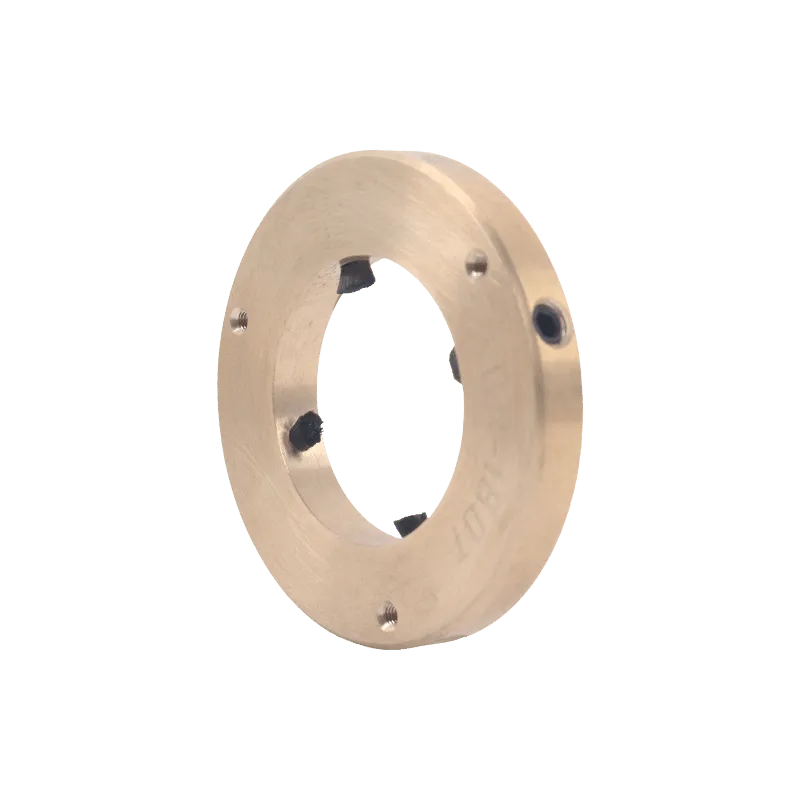
During the start-up phase of a slide bearing motor, the shaft will move back and forth about a quarter of an inch, which is a large amount of axial displacement, and the bearing isolator must be designed with this in mind. Specially constructed bearing isolators allow for free shaft movement without the dynamic and static rings disengaging and without any damage to the bearing isolator itself.